![]()
![]()
![]()
![]()
![]()
|
|
|
![]() Electrospark Sputter Deposition
Electrospark Sputter Deposition
Overview
OverviewBack to TopElectrospark Sputter Deposition (ESD) is a surface modification process that metallurgically bonds a wear-resistant alloy or an intermetallic to a metal substrate. ESD is a pulsed-arc, micro-surface treatment process that uses short-duration, high-current electrical pulses to melt and alloy a consumable electrode material to a metallic substrate.
Electronically modulated electrical pulses generate high temperatures in a micro region of a substrate of sizes up to 5 thousands of an inch. The substrate is melted and alloyed with super alloys or intermetallics. The rate of deposition and the amount of deposition is electronically controlled to give precise thickness of the wear resistant layer. This surface layer is usually made of super alloys, carbides, nitrides and diborides. It provides resistance to wear, abrasion, and galling. Due to low heat input, the bulk substrate material remains at near-ambient temperature. Consequently, there are no changes in bulk metallurgical properties and no thermal stresses are introduced.
The changes in a tool or component due to surface modification are:
- Increased wear resistance
- Restoring dimensions.
- Change in friction coefficient
The surface modification increases the life of components depending on their usage. The capability of depositing very thin films (from 1/2 mil to 5 mils) on large components makes the process more cost effective.
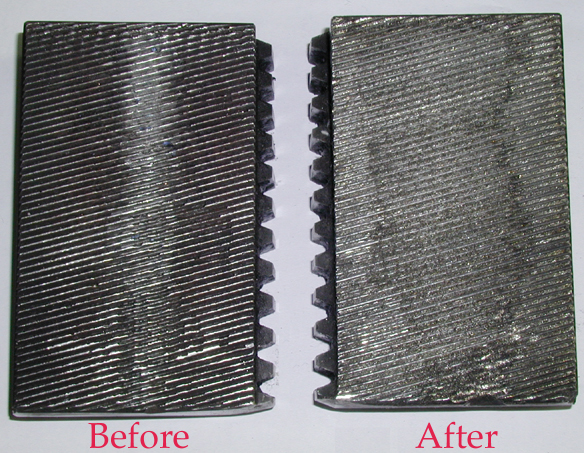
This picture displays the appearance of a Jaw before and after the treatment. Notice that the galled surface on the left has been restored by surface deposition
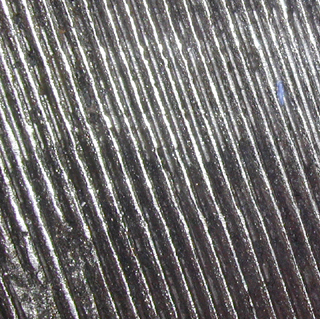
These photos display a close up of the Jaws. The one on the left is before treatment and the one on the right is after treatment.

Tools and components that are subjected to high static and cyclic stresses, friction, wear and corrosive environments experience high wear rate. Modification of these surfaces reduces surface related failures and extends the life of these tools and components. Performance of the surface treated tools and components is better because the carbide and other super alloy deposits are harder than tool steel. Surface engineering restores the original geometry, improves wear resistance and increases the lifetime of critical and costly tools. It restores the dimensions of components of the machinery and provides superior surface properties.
Surface engineered and reconditioned tools and components offer significant cost savings (more than 50%) over the price of the new ones. This is significant where very high hardness is required in selective areas.
Increased lifetime reduces machine downtime for changing a worn tool or a component and consequent loss of production.
Some tools and components require a tough interior and very hard surface. Conventional metallurgical process of surface hardening by nitriding or boriding is not feasible for tools where the surface to be hardened is small. ESD offers very precise surface hardening of critical wear areas.
ESD coatings are developed for wear, galling and erosion resistance. Some applications are: engine and machine components, orthopedic devices, textile manufacturing components, hard disc media, cutting and machine tools. Some examples are given below.
Rotary and up-cut shear knives
ESD treatment enhances the wear resistance of knives for edge trimming and slitting of heavy gage strips and plates. Cracks and fissures formed during edge trimming or shearing operations, initiate deterioration of the cutting edges, often leading to chipping of the edges. Surface deposition of super alloys on the reground shears and rotary knives, seals some these cracks. These hard alloys on the cutting edge also resist the abrasion wear due to the cut coil edge. The lifetime of treated cutting edge is prolonged by at least 100%.
Grips Used in Testing Laboratories
Grips used for pulling specimen in universal tensile testing machines are worn beyond further use by galling and wear due to constant pulling against high forces. These are resurfaced with super alloys and carbides to restore their gripping capability. ESD process increases the lifetime and extends the usability of grips.
Clamping Devices
High speed screw machines use feed fingers, pusher pads, collets, to hold and push work pieces. Due to the high speed of machining, the pressure required to hold the work piece is high. The relative movement between the holding device and work piece causes wear of the holding device that becomes undersized. The ESD process restores the dimensions of the worn holding devices. The surface hardness is also increased for better gripping power and lower collet pressure.
Stretcher Leveller Jaws
The teeth of the stretcher jaws used in flattening super alloys, and high performance steel sheets, are subjected to high wear. The worn teeth of the jaws are resurfaced with hard super alloys. The ESD process restores the hardness of clamping jaws and the tooth geometry to provide the required grip. The reconditioned stretch leveler jaws grip better.
Chuck Jaws
Chuck jaws hardened by the ESD treatment, not only provide a better grip but also withstand severe shearing torque. The hardened surface maintains its original configuration.
Tong Tips
Tongs used for lifting hot forging stock and slabs for rolling are subjected to high temperatures and wear. The ESD process deposits super alloys containing cobalt and chromium on the tips of the tongs that prolongs the tong's lifetimes significantly. The worn tong tips are restored to provide superior grip.
Guide and Feed Rolls
Guide rolls are used in rolling and processing of metals and for feeding rolls in spring manufacture. These are often subjected to severe erosion and galling. Surface treatment by the ESD process prolongs the life of these rolls. In high speed coiling of round wire springs, deposition of hard material to the wire grooves decreases slippage and increases free length accuracy.
![]() Made with Dreamweaver
Made with Dreamweaver